Формовщик ручной формовки участвующий в литье
Содержание
2-й разряд
Характеристика работ. Формовка вручную по моделям в опоках или почве для малых и средних размеров простых отливок, имеющих на поверхности ребра и выступы со стержнями средней сложности. Формовка вручную оболочковых полуформ для мелких и средних размеров отливок простой конфигурации. Изготовление форм с применением простых шаблонов. Установка холодильников. Сборка малых и средних форм с простыми стержнями, устанавливаемыми в легкодоступных местах формы. Набивка и трамбовка форм для сложных отливок в сборных опоках, прошпиливание, окраска и крепление форм для крупных простых и средних размеров сложных отливок под руководством формовщика ручной формовки более высокой квалификации. Установка в печь для обжига оболочковой полуформы. Снятие оболочек с модельной плиты.
Должен знать: способы изготовления простых форм; последовательность изготовления оболочковых полуформ; свойства эмульсии и смесей, применяемых при изготовлении оболочковых форм и стержней; назначение литников и выпоров; способ приготовления формовочных смесей; температуру подогрева модельных плит и обжига оболочек; соотношения между сечениями питателей, шлаковиков и стояков; порядок определения мест установки питателей и устранение мелких дефектов в них; назначение и условия применения специального инструмента и приспособлений, применяемых при формовке; способ определения качества просушки форм и стержней; правила хранения моделей; правила управления подъемными механизмами; процессы, происходящие в формах при их заливке и в период остывания; виды и основные причины брака отливок из-за некачественной формовки и меры его предупреждения; процесс изготовления оболочковых форм; основные литейные свойства металлов, заливаемых в формы.
Примеры работ
- Бабины брашпиля, выполняемые в стержнях и по модели, с диаметром до 500 мм.
- Барабаны крановые диаметром до 500 мм.
- Башмаки со стержнями наибольших размеров до 500 мм.
- Вкладыши, бугели и подобные детали с диаметром вала до 300 мм.
- Вкладыши шиберного направления.
- Воронки литниковые.
- Втулки диаметром до 600 мм.
- Гайки пожарные накидные.
- Диски из белого чугуна диаметром до 600 мм.
- Днища для вагранок.
- Заготовки втулок со стержнями диаметром до и свыше 300 мм.
- Замкодержатели автосцепок.
- Зубья ковшей со стержнями длиной свыше 500 до 700 мм.
- Изложницы для слитков массой до 1,5 т.
- Картеры коробок телескопических подъемников.
- Клинья футеровки всех видов и планки киповые длиной до 1000 мм.
- Клюзы судовые малых размеров.
- Колеса с гладким ободом однодисковые диаметром до 500 мм.
- Колодки тормозных барабанов.
- Колосники для комнатных печей.
- Колосники для промышленных печей и котлов.
- Консоли для горизонтально-вертикально-фрезерных станков.
- Корпусы вентилей с отверстиями диаметром до 50 мм.
- Корпусы реечно-зубчатых, винтовых и рычажно-реечных домкратов.
- Корпусы кингстонов длиной до 500 мм и высотой до 400 мм.
- Корпусы вентилей с отверстиями диаметром свыше 50 до 100 мм.
- Корпусы масляных насосов самосвалов.
- Корпусы песочниц.
- Крышки буксовые.
- Крышки всасывающих клапанов.
- Крышки подшипников диаметром до 500 мм с каналами для кольцевой смазки.
- Крышки редукторов длиной до 700 мм.
- Маховики, втулки, шкивы диаметром до 500 мм.
- Муфты соединительные диаметром до 500 мм.
- Муфты шкворневого ящика.
- Обейчайки и кольца по моделям с диаметром до 600 мм.
- Обмоткодержатели электромашин диаметром до 700 мм.
- Опоки с площадью разъема до 3,0 кв. м.
- Патрубки отводов воды из крышки цилиндров дизеля.
- Патрубки с отверстием диаметром до 100 мм.
- Пробки дышловые, ниппели батарей отопления.
- Пуансоны диаметром до 600 мм.
- Пятники тормозных винтов.
- Рамки для стержней с большим числом переплетов.
- Рамы, шарниры, полушарниры – наибольший размер до 500 мм.
- Распорки буксовые.
- Ролики.
- Роульсы китовых планок диаметром до 250 мм.
- Ручки.
- Рычаги.
- Стаканы буферные.
- Траверсы щеткодержателей.
- Трапы со стержнями наибольшим размером до 400 мм.
- Угольники арочные.
- Фланцы лопостных насосов редукторов.
- Фланцы фрикционных муфт.
- Футеровки облицовочные из белого чугуна наибольшим размером до 500 мм.
- Шайбы разбежные всех серий.
- Шестерни с литым зубом диаметром до 400 мм.
- Шкивы и втулки диаметром до 300 мм.
3-й разряд
Характеристика работ. Формовка вручную по моделям и шаблонам, в опоках или в почве крупных простых отливок, а также средних размеров сложных отливок с фасонными поверхностями, с большим числом стержней и отъемных частей. Формовка вручную оболочковых полуформ и стержней для крупных отливок сложной конфигурации. Склеивание оболочковых форм пульвербакелитом в горячем состоянии. Сборка оболочковых форм с установкой сложных стержней. Изготовление форм по сложным шаблонам и простым скелетным моделям. Формовка вручную по моделям судовой арматуры из углеродистых сталей, испытываемых под давлением до 5 МПа (50 атм), из цветных сплавов, испытываемых под давлением до 3 МПа (30 атм). Сборка форм средней сложности с установкой холодильников и стержней. Набивка и трамбовка форм для сложных и крупных отливок индивидуального производства, прошпиливание, окраска и крепление форм для сложных отливок совместно с формовщиком ручной формовки более высокой квалификации. Управление подъемно-транспортным оборудованием с пола, строповка контейнеров, увязка грузов для подъема и перемещения.
Должен знать: состав и свойства формовочных смесей и других материалов, применяемых для изготовления форм; размеры припусков на усадку и обработку; плотность набивки форм и их газоприницаемость, соотношение сечений, взаимное расположение и размеры стояка, питателя и шлакоуловителя; последовательность изготовления оболочковых форм и стержней; требования, предъявляемые к готовым формам; устройство и способ применения контрольно-измерительных инструментов и используемых приспособлений, литниковые системы; режим обжига оболочек.
Примеры работ
- Барабаны крановые диаметром свыше 500 до 1000 мм.
- Барабаны поршневых колец.
- Башмаки тормозных колодок.
- Бегуны подкрановые различных диаметров.
- Буксы подвижного состава.
- Ванны бытовые.
- Венец диаметром 66 мм с литым зубом.
- Втулки диаметром свыше 600 мм.
- Головки задние водяных насосов.
- Желоба для доменных печей.
- Изложницы для слитков массой свыше 1,5 до 5 т.
- Изложницы тонкостенные с меняющейся конусностью внутренней поверхности для слитков массой до 300 кг.
- Клещевины кранов для посадки слитков в нагревательные колодцы.
- Клюзы палубные, бортовые, носовые, кормовые и рейдовых бочек максимальным размером до 1000 мм с прямым и косым патрубком до 750 мм.
- Кнехты.
- Колеса с гладким ободом однодисковые диаметром свыше 500 до 1000 мм.
- Колеса с гладким ободом двух- и трехдисковые диаметром до 1000 мм.
- Колеса рабочие водяных насосов.
- Коллекторы выхлопные и всасывающие двигателей.
- Колонки водомерного стекла.
- Корпусы вентилей с отверстиями диаметром свыше 100 мм.
- Корпусы водяного и масляного насосов двигателей.
- Корпусы, крышки, колеса труб, тройники судовой арматуры.
- Корпусы приводов клапанов тепловозов.
- Корпусы шпиндельных коробок для горизонтально-вертикально-сверлильных станков.
- Кронштейны приводов регуляторов.
- Крыльчатки водяных насосов.
- Крышки люков блоков цилиндров дизелей тепловоза.
- Крышки редукторов длиной свыше 700 до 1500 мм.
- Крышки самосмазывающихся подшипников диаметром свыше 500 мм.
- Крышки цилиндров двигателей внутреннего сгорания.
- Лапы якорные массой до 1500 кг.
- Лопасти гребных винтов спрямленной площадью до 1 кв. м.
- Маховики и шкивы диаметром свыше 500 до 1500 мм.
- Мульды завалочных машин.
- Муфты соединительные диаметром свыше 500 мм.
- Ножки станин токарно-винторезных станков.
- Обмоткодержатели электромашин диаметром свыше 700 мм.
- Обечайки, венцы, кольца, формируемые по шаблонам диаметром до 800 мм, по моделям диаметром свыше 600 до 1200 мм.
- Опоки с площадью разъема свыше 3 до 6 кв. м.
- Основания станин горизонтальных и вертикальных станков.
- Отводы пароотопления.
- Патрубки с отверстием диаметром свыше 150 мм.
- Патрубки холодильников компрессоров тепловозов.
- Плиты камбузные.
- Плиты опок.
- Поршни цилиндров низкого и высокого давления компрессора тепловозов.
- Прибыльные надставки к изложницам.
- Пуансоны диаметром свыше 600 до 1500 мм.
- Раструбы судовые со стержнями диаметром до 1000 мм.
- Сплавы углеродистые и цветные, испытываемые давлением до 30 атм.
4-й разряд
Характеристика работ. Формовка вручную в почве или в опоках сложных отливок по разъемным и скелетным моделям, шаблонам, образцам. Формовка многотелых и тонкостенных отливок с выступающими частями и углублениями со стержнями сложной конфигурации, устанавливаемых на жеребейках. Формовка деталей, подвергающихся обработке разных типов, испытанию под давлением и эмалированию. Формовка вручную по моделям судовой арматуры из высоколегированных сталей, испытываемых под давлением до 5 МПа (50 атм), из углеродистых сталей, испытываемых под давлением свыше 5 МПа (50 атм), из цветных сплавов, испытываемых под давлением свыше 3 МПа (30 атм) до 5 МПа (50 атм). Сборка сложных форм с большим числом пересекающихся сложных стержней на специальном креплении. Изготовление форм по сложным скелетным моделям. Выполнение работ по прошпиливанию, окраске и креплению форм для сложных и крупных отливок и отливок индивидуального производства под руководством формовщика ручной формовки более высокой квалификации.
Должен знать: последовательность изготовления сложных форм; состав и свойства формовочных материалов, применяемых для изготовления форм и стержней, и влияние их на качество отливок; свойства и температуру металла, заливаемого в формы; места установки литников, прибылей и выпоров; процессы и режимы сушки форм в сушилках и на месте формовки; требования, предъявляемые к отливкам; влияние скорости остывания металла в форме на структуру отливок; требования, предъявляемые к модельно-опочной оснастке.
Примеры работ
- Барабаны крановые диаметром свыше 1000 мм.
- Буксы бесчелюстные.
- Винты гребные диаметром до 800 мм.
- Диффузор котла.
- Изложницы для слитков массой свыше 5 до 10 т.
- Изложницы тонкостенные с меняющейся конусностью внутренней поверхности для слитков массой свыше 300 кг до 1 т.
- Камеры водяные и камеры холодильников по моделям со стержнями по ободу и крышки к ним, формируемые по моделям диаметром до 2000 мм и формируемые по шаблонам диаметром до 1000 мм.
- Каретки металлорежущих станков.
- Картеры двигателей.
- Кожухи маховиков двигателей.
- Колеса с гладким ободом однодисковые диаметром свыше 1500 до 3500 мм.
- Колеса с гладким ободом двух- и трехдисковые диаметром свыше 1000 до 2500 мм.
- Колонны для кауперов.
- Коллекторы радиаторов охлаждения тепловозов.
- Корпусы и детали цилиндропродувных клапанов.
- Корпусы масляных насосов.
- Корпусы редукторов.
- Кронштейны гребных валов.
- Крышки передние двигателей.
- Крышки редукторов длиной свыше 1500 мм.
- Крышки цилиндров паровозов.
- Крышки сложные со стержнями, формируемые по шаблонам до 1700 мм.
- Крылатки (рабочие колеса) двухсторонние и двухдисковые диаметром до 1000 мм.
- Клюзы палубные, бортовые, носовые, кормовые, рейдовых бочек с максимальным размером более 1000 мм с прямым патрубком и с длиной более 750 мм с косым патрубком.
- Лапы якорные массой свыше 1500 кг.
- Лопасти гребных винтов спрямленной площадью свыше 1 кв. м до 1,5 кв. м.
- Матрицы, формируемые по шаблонам диаметром свыше 700 мм.
- Маховики и шкивы диаметром свыше 1500 до 2000 мм.
- Опоки с площадью разъема свыше 6 кв. м.
- Палеты агломерационных машин.
- Планшайбы карусельных станков.
- Планки киповые со стержнями длиной свыше 1000 мм.
- Подшипники разъемные, поршневые, сцепные крейцкопфные, буксовые паровозов.
- Пуансоны диаметром свыше 1500 мм.
- Рамы рольгангов с одной опорой.
- Раструбы судовые со стержнями диаметром свыше 1000 мм.
- Решетки со стержнями размером свыше 500 мм.
- Станины водяных насосов.
- Трубы водопроводные и канализационные диаметром свыше 150 мм.
- Улиты однозаходные с кривизной паза до 60 градусов.
- Шаботы массой свыше 10 до 50 т.
- Шестерни и колеса зубчатые с литым зубом диаметром свыше 700 до 1300 мм.
- Щиты подшипников электромашин диаметром свыше 1200 мм.
- Ящики стяжные.
5-й разряд
Характеристика работ. Формовка вручную сложных отливок в почве по разъемным и скелетным моделям, шаблонам и образцам. Формовка, отделка и сборка форм в опоках для многотельных и тонкостенных отливок высокой точности с большим числом стержней. Формовка в сборных опоках и в почве (в кирпичной кладке и глине) по моделям и шаблонам. Формовка вручную по моделям судовой арматуры из высоколегированных сталей и цветных сплавов, испытываемых под давлением свыше 5 МПа (50 атм). Изготовление форм с несколькими разъемами по плоскости и по криволинейным поверхностям, а также форм для крупных отливок. Участие в изготовлении сложных форм для отливок индивидуального производства.
Должен знать: последовательность изготовления сложных форм; приборы для определения влажности просушенных форм и стержней; правила изготовления стержней и материалы, употребляемые для них; расход жидкого металла на изделие; состав, литейные и механические свойства металлов.
Примеры работ
- Архитравы массой до 50 т.
- Баки водоохлаждаемые прокатных станов.
- Балки связывающие большегрузных полувагонов.
- Балки шкворневые тележек грузовых вагонов.
- Блоки паровых цилиндров.
- Валы верхние коленчатые двигателей.
- Винты гребные диаметром свыше 800 до 2000 мм.
- Золотники цилиндрические плоские длиной свыше 1000 мм.
- Изложницы для слитков массой свыше 10 т.
- Кокили для отливки завалочных мульд.
- Колеса с гладким ободом однодисковые диаметром свыше 3500 мм.
- Колеса с гладким ободом двух- и трехдисковые диаметром свыше 2500 мм.
- Конусы и воронки малые засыпных аппаратов доменных печей.
- Корпусы головок автосцепок и инжекторов.
- Корпусы передних бабок металлорежущих станков.
- Корпусы турбин длиной до 1500 мм.
- Корпусы циркулярных насосов размером 1000 x 700 x 300 мм.
- Крестовины к стрелочным переводам цельнолитые всех типов и марок из высокомарганцовистой стали.
- Козырьки и ковши драг емкостью свыше 75 литров.
- Линейки для прокатных станов.
- Лопасти гребных винтов спрямленной площадью свыше 1,5 кв. м.
- Люнеты металлорежущих станков.
- Маховики и шкивы диаметром свыше 2000 мм.
- Основания и столы многошпиндельных вертикально-сверлильных полуавтоматов с крупными стержнями.
- Полукольца для дробилок массой до 30 т.
- Рамы рольгангов с двумя опорами.
- Станины прессов массой до 50 т.
- Траверсы для дробилок.
- Триплекс-насосы.
- Турбонасосы малой и средней мощности.
- Улиты двухзаходные с кривизной паза свыше 60 градусов.
- Улиты питателей шаровых мельниц диаметром свыше 1500 мм.
- Цилиндры компрессоров тепловозов.
- Цилиндры конденсаторов для труб мощностью до 100000 кВт.
- Шаботы массой свыше 50 т.
- Шестерни и колеса зубчатые с литым зубом диаметром свыше 1300 до 2000 мм.
6-й разряд
Характеристика работ. Формовка вручную сложных и крупных форм в единичном производстве для отливок из различных металлов в сборных опоках и в почве (в кирпичной кладке) по моделям и шаблонам, со сложными стержнями. Отделка и сборка форм для крупных многотельных, тонкостенных и других сложных деталей, требующих высокой точности и чистоты отливки, с большим числом пересекающихся стержней, на специальном креплении. Отделка и сборка крупных форм для отливок, подвергающихся гидравлическим испытаниям под большим давлением, и форм для сложных, опытных и экспериментальных отливок.
Должен знать: способы изготовления различных форм по моделям, шаблонам, образцам и скелетам для сложных отливок; расчет наиболее рациональных литниковых систем.
Примеры работ
- Архитравы массой свыше 50 т.
- Ахтерштевни и кронштейны судовые.
- Балки пятовые прокатных станов.
- Блоки цилиндров судовых дизелей.
- Боковины литых тележек.
- Винты гребные диаметром свыше 2000 мм.
- Камеры спиральные турбин.
- Конусы и воронки большие засыпных аппаратов доменных печей.
- Корпусы турбин длиной свыше 1500 мм.
- Планшайбы карусельных станков из двух половин.
- Полукольца для дробилок массой свыше 30 т.
- Рамы фундаментные двигателей.
- Рамы прокатных станов.
- Станины прессов массой свыше 50 т.
- Станины рабочих клетей прокатных станов.
- Суппорты (верхние и нижние) ножниц обжимных станов.
- Траверсы прессов.
- Турбонасосы большой мощности.
- Цилиндры конденсаторов для турбин мощностью свыше 100000 кВт.
- Цапфы сталеразливочных ковшей.
- Шестерни и колеса зубчатые с литым зубом многодисковые диаметром свыше 2000 мм.
УТВЕРЖДАЮ
Директор по производству
ПАО «Компания»
____________ В.В. Умников
Рабочая инструкция
формовщика ручной формовки участка индивидуального плацевого литья литейного цеха
Формовщик ручной формовки, участвующий в литье выполняет работы по подбору моделей, формовке, подготовке металла и разливке.
Руководствуется правилами и нормами по охране труда и пожарной безопасности, технической документацией, правилами безопасного производства работ с грузоподъемными механизмами.
1 Начало работы
1.1. Получить сменное задание у начальника участка индивидуального плацевого литья.
1.2. Подготовить площадку от залитых опок.
1.3. Подобрать модели, подготовить формовочный инструмент.
1.4. Подготовить печь САТ-0,15 для плавки алюминиевых сплавов.
1.5. Подготовить ковши, инструмент для заготовки черных и цветных сплавов.
2 Рабочее место
2.1. На рабочем месте должна находиться следующая документация:
— БИ 25211.00060 Приготовление сплава АК-7
— БИ 25211.00061 Изготовление алюминиевого литья
— БИ25211.00029 Подготовка ковшей для заливки алюминиевых сплавов.
— БИ25211.00024 Заливка и выбивка цветного литья.
3 Основные операции во время работы
3.1. Изготовление формы по модели.
3.2. Заливка форм ручным или барабанным ковшом.
3.3. Поддерживать порядок на рабочем месте в течение смены.
3.4 .Выбивка, очистка литья, взвешивание.
3.5. Изготовление разовых стержней.
3.6 .Изготовление разовых форм под заливку проб.
3.7. При аварийных ситуациях прекратить работу, исполнить распоряжение начальника участка или покинуть рабочее место самостоятельно.
3.8. При несчастном случае оказать первую помощь пострадавшему, вызвать «скорую медицинскую помощь», сообщить в отдел ПБ и ООС, сохранить обстановку такой, какой она была на момент аварии или несчастного случая, если это не угрожает жизни и здоровью людей.
3.9. Участвовать в ликвидации очагов возгорания.
4 Обязанности по окончанию работы
4.1.Убрать рабочее место.
4.2.Собрать инструмент и убрать его в установленное место.
4.3.Результаты сменной работы, замечания доложить начальнику участка.
5 Права и ответственность
Работник несет ответственность за:
— нарушение технологической дисциплины;
— нарушение правил и норм по охране труда и пожарной безопасности;
— нарушение правил внутреннего трудового распорядка;
— невыполнение рабочей инструкции.
Работник имеет право:
— на бесплатное обеспечение спецодеждой, спецобувью, средствами индивидуальной защиты;
— требовать от администрации выполнения условий коллективного договора и ТК РФ.
Начальник цеха И.И. Иванов
Начальник КТЦ П.П. Петров
Начальник отдела кадров И.И. Миролюбов
Обработка дерева и металла
Ручную формовку, в основном, применяют в единичном и мелкосерийном производствах. На практике используют различные методы ручной формовки.
Формовка в опоках. В литейном производстве в подавляющем большинстве случаев разовые формы изготовляют в парных опоках.
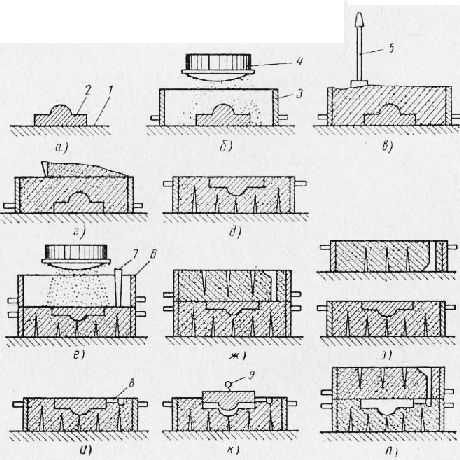
Формовка в двух опоках по неразъемной модели. Модель плоской стороной укладывают на подмодельный щиток, а затем устанавливают нижнюю опоку рабочей плоскостью вниз. На модель наносят слой облицовочной смеси толщиной 40-100 мм, который слегка уплотняют. Затем опоку заполняют наполнительной смесью.
ппг пе заполнения опоки смесь уплотняют ручной или вматической трамбовкой. Излишек формовочной смеси и опоку с заформованной в ней моделью поворачивают на 180° поверхностью разъема вверх. На нижнюю опоку устанавливают верхнюю опоку, модель тонка и насыпают небольшой слой облицовочной смеси, чтобы покрыть модель. Облицовочную смесь дополнительно просеивают через сито. Затем весь объем верхней опоки заполняют формовочной смесью, которую уплотняют. Излишек смеси срезают вровень с кромкой верхней опоки, делают наколы для вентиляции формы и извлекают модель стояка, снимают верхнюю опоку, поворачивают ее и осматривают. В нижней опоке прорезают горизонтальные литниковые каналы-питатели и специальным подъемником извлекают модель. После этого форму вновь осматривают и затем собирают.
Формовка в двух опоках по разъемной модели является наиболее распространенной. Формовку по разъемной модели применяют в случаях, когда модель не имеет плоской поверхности.
Сначала изготовляют нижнюю полуформу.
Последовательность операций при формовке по разъемной модели такая же, как и при формовке по неразъемной модели. Отличие только в том, что после изготовления нижней полуформы и ее поворота на 180° на нижнюю половину модели А-3 устанавливают верхнюю половину Б-7. Плоскость разъема формы посыпают разделительным песком и продолжают формовку в обычной последовательности. В обеих полуформах специальной иглой делают каналы, увеличивающие газопроницаемость формы. Для выполнения внутренней полости отливки в форме устанавливают стержень.
Иногда при изготовлении сложных отливок одна плоскость разъема не позволяет извлечь модель из верхней и нижней полуформ. В этих случаях применяют формовку в трех и в большем числе опок, т.е. форма имеет две и большее число плоскостей разъема. В большинстве случаев предпочитают вместо дополнительного разъема делать отъемные части модели или устанавливать наружные стержни.
Формовка в почве. Формы для крупных уникальных отливок весом в несколько десятков, а иногда и сотен тонн, как правило, изготовляют в специальных ямах (кессонах), дно которых находится ниже уровня пола цеха. Стенки и дно кессонов, в частности для предупреждения попадания в них грунтовой воды, облицовывают бетоном или железобетоном.
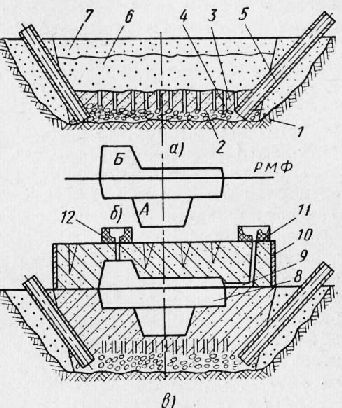
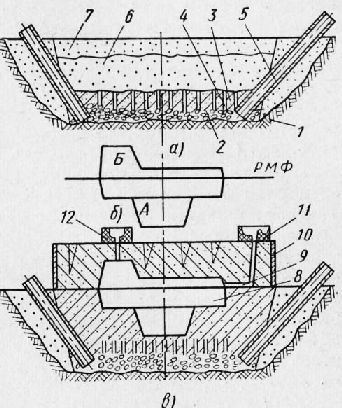
Формовку в почве применяют для изготовления отливок, не требующих большой точности. При этом формовочную смесь не насыпают на модель и не уплотняют вокруг нее, а наоборот, модель вдавливают в заранее приготовленный слой формовочной смеси. Формовка, в почве может быть открытая и закрытая. В обоих случаях первой операцией является подготовка почвы или, как говорят, подготовка постели. Почва должна давать четкий отпечаток модели при ее вдавливании. На практике применяют формовку по мягкой или твердой постели. Постель делают для одной или нескольких форм.
При формовке по мягкой постели в полу цеха делают яму глубиной, превышающей высоту модели на 150-200 мм. Ширина и длина ямы должны быть несколько больше, чем соответствующие размеры модели. По уровню устанавливают чугунные рейки или уголки. В яму насыпают слой наполнительной смеси 2 до верхних кромок уголка, затем излишек смеси срезают линейкой 5 и засыпают облицовочную смесь, которая легкими ударами линейки ссаживается до уровня верхних кромок уголка. Постель подготовлена для формовки.
При формовке по твердой постели в полу цеха делают яму глубиной на 300-500 мм больше высоты модели. На дно ямы насыпают и уплотняют слой крупного шлака или кокса, укладывают на шлак рогожи или солому и устанавливают вентиляционные трубы для отвода газов из формы. Затем засыпают и уплотняют наполнительную смесь (уплотнение производят слоями через 60-80 мм). В уплотненной наполнительной смеси делают вентиляционные каналы и засыпают облицовочную смесь. Формовка по твердой постели применяется для изготовления крупных по массе и больших по размерам отливок.
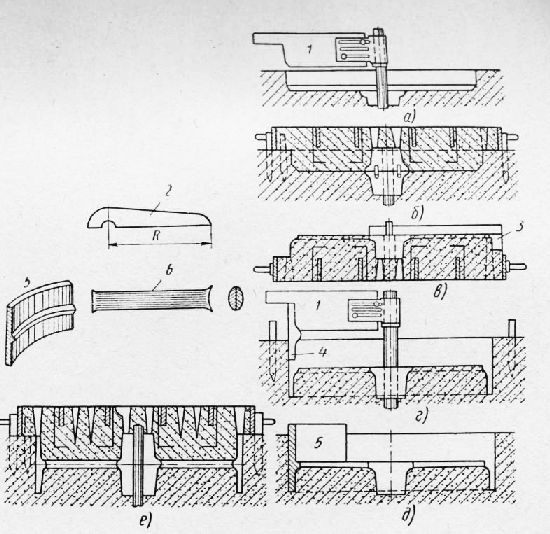
Открытая почвенная формовка производится, как правило, по мягкой постели. На рис. 3, б показан процесс изготовления такой формы. На слой облицовочной смеси кладут модель и осаживают ее мягкими ударами молотка, после чего уровнем проверяют горизонтальность осаженной в почву ппрпи уплотняют смесь вокруг модели, а излишки смеси сре-аГют линейкой на уровне верхней плоскости модели, затем деля юте я литниковый и сливной каналы, как это показано на ис 44, в. Последующими операциями являются извлечение модели из формы и отделка формы.
Открытую почвенную формовку используют для изготовления неответственных отливок по моделям, имеющим хотя бы одну плоскую сторону.
При закрытой почвенной формовке, после осаживания модели, устанавливают верхнюю опоку, уплотняют в ней смесь и выполняют литниковую систему. Затем снимают опоку, извлекают модель, отделывают форму и вновь накрывают ее опокой. Таким образом, форма подготовлена к заливке. Следует отметить, что в верхней опоке может быть выполнена также и часть рабочей полости формы.
Схема закрытой почвенной формовки по разъемной модели с применением твердой постели приведена на рис. 4. После приготовления твердой постели осаживают нижнюю часть модели А, горизонтальность ее проверяют ватерпасом. Затем на нижней части модели закрепляют верхнюю часть Б, устанавливают опоку и модели литниковых каналов, засыпают формовочную смесь и уплотняют ее трамбовками. После уплотнения опоку снимают и переворачивают на 180° и из нее специальными подъемниками удаляют верхнюю часть модели Б и модели литниковых каналов. Таким же подъемниками извлекают из нижней полуформы часть модели А. Форму отделывают и собирают.
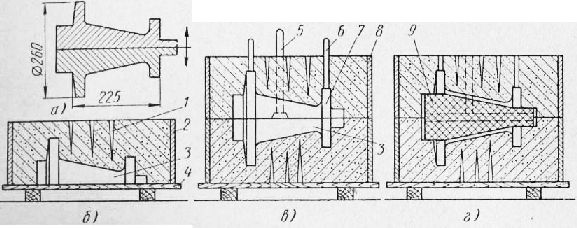
Формовку по шаблону применяют в единичном производстве для получения отливок значительных размеров и имеющих форму тел вращения (например, различные шкивы, цилиндры и т. д.). При этом способе отпадает необходимость в дорогостоящих моделях, но в то же время требуется высокая квалификация рабочих-формовщиков.
Поверхность формы получают выгребанием формовочной смеси специальными досками, имеющими профиль будущей отливки. Такие профильные доски называются шаблонами. При формовке используют специальные приспособления.
Приспособления состоят из чугунной опоры, которую устанавливают под будущей формой в почве, стального валика, вставляемого в опору, и чугунной серьги, вращающейся на валике. Стопорное кольцо служит опорой для серьги. В некоторых случаях опору прикрепляют к плитам с помощью болтов через отверстия. Отверстие служит для извлечения валика из опоры после окончания формовки. Правильность установки опоры и горизонтальность серьги проверяют уровнем (ватерпасом). Шаблоны прикрепляют болтами к серьге через сделанные в ней отверстия. Для примера разберем формовку шкива.
Установив опору под будущей формой и закрепив на валике серьгу с шаблоном, проверяют горизонтальность шаблона ватерпасом, а правильность установки по радиусу специальной меркой, приложив ее вырезом к валику. Затем шаблоном в предварительно уплотненной формовочной смеси выгребают профиль, соответствующий внутреннему очертанию обода шкива, до тех пор, пока нижняя кромка шаблона не достигнет плоскости разъема формы. Спицы шкива и ступицу формуют по разъемным моделям. Моделей спиц нужно столько, сколько спиц имеет шкив. По специальной разметке в нижнюю полуформу вдавливают модели низа спиц, пока не совпадут линии разъема модели и формы. Затем на модели низа спиц укладывают модели верха, снимают серьгу с шаблоном, устанавливают модели ступицы, литниковой системы и опоку верха, предварительно посыпав плоскость разъема формы разделительным песком, и уплотняют формовочную смесь. Если в верхней опоке образуется высокий выступ, выполняющий внутренние очертания обода, то предпринимают меры, устраняющие возможность обвала этого выступа (например, ставят крючки, шпильки и т. д.).
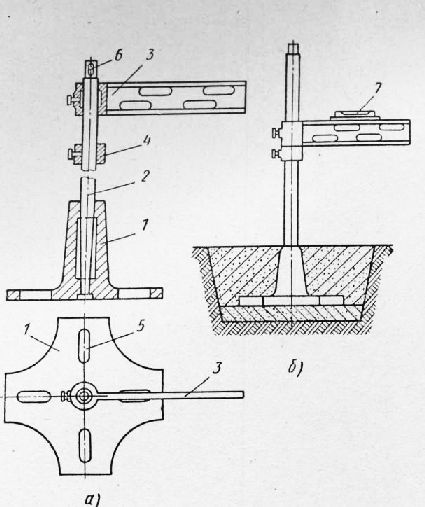
После того, как верхняя полуформа готова, ее поднимают, переворачивают на 180”, в центральное отверстие модели верха ступицы вставляют ось, на которой крепят контршаблон и доводят размеры выступа до необходимых. После отделки верхней полуформы приступают к отделке нижней, для чего устанавливают в первоначальное положение серьгу с шаблоном, к нему прикрепляют отъемную часть или к серьге — новый шаблон по профилю, соответствующему шаблону с отъемной частью, и выгребают смесь из формы, образующей наружные очертания шкива. Для отделки формы применяют косяк 5, представляющий часть модели обода. После отделки форму собирают для заливки.
Рассмотренные способы формовки индивидуальных, крупных отливок отличаются низкой производительностью и значительной трудоемкостью.
No related posts.